




PE再生料用来生产塑料薄膜时要注意的问题
2025-10-14 09:09 来源:唯塑传播
PE(聚乙烯)再生料因成本低、PE树脂本身耐低温、耐化学性的特性,适合生产中低端塑料薄膜(如垃圾袋、快递袋、农业覆盖膜等),但薄膜对外观平整度、透明度、力学韧性及加工稳定性要求较高,而再生PE料存在“成分混杂、杂质残留、性能衰减”等问题,需针对性管控。
一、工艺适配:针对再生PE特性调整薄膜生产参数(核心保障薄膜成型)
PE薄膜生产以“挤出吹膜”(占比70%以上)或“流延膜”为主,再生PE料的热稳定性差、MFR波动大、熔体强度下降,需针对性调整挤出、冷却、牵引等参数,避免缺陷。
1.温度控制:避免再生PE降解与塑化不良(关键参数)
再生PE因多次加工,分子链断裂,热稳定性下降(氧化诱导期从新料的15分钟降至58分钟),温度过高易降解(薄膜发黑、有刺鼻气味、力学性能骤降);温度过低则塑化不均(薄膜有未熔颗粒,易撕裂)。
应对方案:
按PE类型设定温度(以挤出吹膜为例,分区域控温):

实时监控:用“熔体温度传感器”监测模头出口温度,若超过设定值5℃,立即降低均化段温度;若薄膜出现未熔颗粒,逐步提高压缩段温度(每次+3℃),避免骤升。
2.螺杆转速与牵引速度:匹配MFR波动
再生PE料的MFR(熔体流动速率)波动大(如再生LDPE的MFR可能从新料的2g/10min升至8g/10min),MFR过高会导致熔体流动性过强,薄膜“过薄、褶皱”;MFR过低则流动性差,薄膜“过厚、气泡多”。
应对方案:
螺杆转速调整:
MFR高(>5g/10min):降低转速至3040r/min(新料通常4050r/min),减少熔体输出量,避免薄膜过薄;
MFR低(<3g/10min):提高转速至4555r/min,增强剪切力,提升流动性,但需同步提高均化段温度(+5℃),避免塑化不足;
牵引与挤出速度匹配(吹膜工艺):
牵引速度=挤出速度×吹胀比×薄膜厚度比(需计算),例如:挤出速度5m/min,吹胀比2.5,目标薄膜厚度0.02mm,牵引速度≈5×2.5×(模口间隙/0.02)(模口间隙通常23mm);
关键:用“在线测厚仪”实时监测薄膜厚度,若偏差>±5%,调整牵引速度(厚了加快,薄了减慢),避免厚薄不均。
3.吹膜工艺特殊控制:保障泡管稳定性与薄膜平整度
吹膜是再生PE薄膜的主要工艺,泡管(熔融PE形成的管状膜)稳定性直接影响薄膜质量,需重点控制“吹胀比、冷却风环、人字板”:
吹胀比控制:
吹胀比(泡管直径/模口直径)过大,再生PE熔体强度不足易“破膜”;过小则薄膜厚度不均、横向拉伸强度低。通常控制在2.03.0(新料可3.03.5),薄型膜(<0.02mm)取2.02.5,厚型膜(>0.05mm)取2.53.0;
冷却风环优化:
再生PE薄膜冷却速度过慢,易粘连、透明度差;过快则泡管收缩不均,出现“褶皱”。需:
1.采用“双风口风环”,上风口气温2025℃(快速冷却泡管顶部),下风口3035℃(缓慢冷却中部),避免温差过大;
2.调整风环高度(距模口1015cm),确保冷却风均匀包裹泡管,无局部过热;
人字板调整:
人字板(引导泡管折叠的板)角度过大,易拉扯薄膜导致“纵向拉伸不均”;过小则泡管折叠不平整。角度控制在30°45°,且与泡管中心对齐,避免单侧受力过大。
4.添加剂补充:修复再生PE性能
再生PE在回收中,润滑剂、抗氧剂、爽滑剂等添加剂会流失,导致加工中粘模、降解,薄膜易粘连、抗老化性差,需针对性补充:
抗氧剂:添加“1010+168复配抗氧剂”(质量比1:1),添加量0.1%0.2%,防止挤出时降解(尤其高温加工时);
润滑剂:若出现粘模(薄膜粘在模口或人字板上),添加“硬脂酸钙”(外润滑剂,0.2%0.3%)或“乙撑双硬脂酰胺(EBS)”(内润滑剂,0.1%0.2%),改善流动性;
爽滑剂/开口剂:为避免薄膜收卷时粘连,添加“油酸酰胺”(爽滑剂,0.1%0.15%)或“二氧化硅开口剂”(0.2%0.3%),但需控制量(过量会降低薄膜透明度);
注意:添加剂需与再生PE料在“高速混合机”中预混(转速8001000r/min,时间58分钟),确保分散均匀,避免局部添加剂过多导致“白点”。

二、质量控制:聚焦薄膜核心性能(避免不合格品)
再生PE薄膜的质量缺陷多集中在外观、厚度、力学性能,需建立针对性检测体系:
1.外观检测:严控表面缺陷(直接影响使用体验)
检测项目:黑点(直径≤0.3mm,每平方米≤5个)、杂质(无肉眼可见)、气泡(无贯穿性气泡,直径≤0.2mm)、色差(同批次无明显差异)、褶皱(无连续褶皱,单条长度≤5cm);
检测方法:采用“强光检测台”(光照强度≥1000lux),人工逐卷检查(每卷抽样10米),或“在线视觉检测系统”自动识别缺陷,不合格品立即停机调整。
2.厚度均匀性检测:保障薄膜强度与使用性
检测工具:“激光测厚仪”(精度0.001mm);
检测标准:薄膜厚度偏差≤±5%(如目标厚度0.02mm,实际需0.0190.021mm);
检测频率:每10分钟抽样1次,检测薄膜横向5个点(边缘、1/4处、中心),若偏差超标,调整牵引速度或模口间隙。
3.力学性能检测:验证薄膜韧性与强度
PE薄膜需具备良好的拉伸强度与断裂伸长率,再生料性能衰减易导致力学不达标:
必检项目:
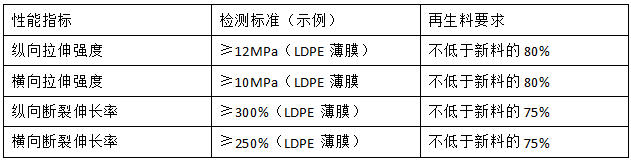
检测频率:每批次抽样5个样品(取自不同卷),用“电子拉力试验机”检测,若不达标,降低再生料添加比例(如从50%降至30%)或更换优质再生料。
4.透明度与雾度检测
再生PE料因杂质或降解,透明度会下降(雾度升高),若生产透明薄膜(如内衬膜),需检测:
检测标准:雾度≤15%(新料LDPE薄膜雾度约5%10%),透光率≥80%;
检测工具:“雾度仪”,每批次抽样检测,若雾度超标,检查再生料清洁度或是否降解。
三、合规与安全:避免市场风险与生产事故
1.合规性管控
禁止用“污染风险高”的再生PE料(如装过农药、化工溶剂的PE容器)生产食品接触类薄膜(如保鲜膜、食品袋);
若生产食品接触薄膜,需使用“食品级再生PE料”(符合GB4806.72016),并检测“总迁移量、特定迁移物(如重金属)”,确保达标;
非接触类薄膜(如垃圾袋),需符合当地环保标准(如欧盟REACH法规,禁止邻苯二甲酸酯超标)。
2.生产安全与环保
废气处理:挤出时再生PE降解会产生小分子烃类气体,需通过“活性炭吸附塔+UV光氧净化器”处理,符合GB315712015《石油化学工业污染物排放标准》;
废水处理:清洗再生PE的废水(含碱液、油污),经“沉淀池→气浮池→生化处理”后达标排放(COD≤500mg/L);
操作安全:模头温度高(175195℃),需佩戴耐高温手套,避免烫伤;吹膜时泡管易破裂,需保持操作距离,防止熔体飞溅。
四、再生PE料添加比例建议
再生PE料添加比例直接影响薄膜质量,需根据薄膜用途调整:
低要求薄膜(如垃圾袋、防尘膜):再生料添加比例50%80%(可混合部分新料,提升稳定性);
中要求薄膜(如快递袋、农业覆盖膜):再生料比例30%50%;
较高要求薄膜(如内衬膜、轻型包装膜):再生料比例≤30%,且需选用“薄膜级再生PE料”(来源为废旧PE薄膜,而非注塑件/管材)。
再生PE料生产塑料薄膜要针对性调整挤出温度、吹胀比等工艺参数适配再生PE特性,强化外观与力学性能检测,同时明确合规边界。只要管控到位,可生产出满足中低端需求的薄膜产品,实现成本与质量的平衡。

广告
