


农用薄膜生产技术问题分析
2022-12-05 来源:金洪波教授 唯塑传播
多功能棚膜的主要共性问题
高压料使用比例过大、薄膜上有糊料、薄膜薄厚不均、纵向条纹与划痕、薄膜局部提前老化、折叠线开裂。

近年来,高压料与线性料的价位差越来越大,对成本的影响越来越高,因此,高压料应用比例就越来越受重视!
产生问题的主要原因
设备流道设计的合理性、流道加工手段先进性、良好的操作工艺控制、配方设计的难度、各机器组件衔接合理性、加热系统要完善、冷却效率要不断的提高、环境因素容易被忽视。
模具流道数量、孔径、上仰角、热传导温度和流道压力等几大指标非常重要。
大多数设备厂家重点考虑的是设备的加工时间、加工难度、加工成本。每一个弯道设计,直接影响物料的流速。熔体流量和流速的指标与流道的横截面积、温度、压力有关。热传导效果与加热距离有关,金属壁厚度和聚合物都会衰减温度到达的效果。小螺旋体的挤出量供不上大模口的需要,靠增加高压比例来提高产量。
高压聚乙烯的使用情况
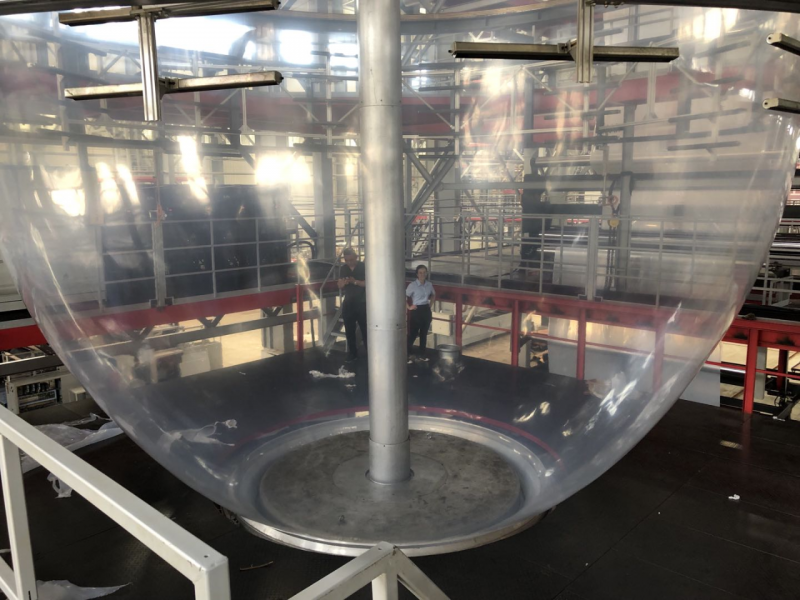
市场上超宽薄膜应用越来越多,当设备生产最大规格时,要是挤出量不够,就会使得膜泡不稳定造成旋泡,或者冷却不好造成坐泡。这要靠增加高压料比例,提高挤出量稳定泡型,增加冷却速度来解决。高压料的用量过大会降低薄膜的物理性能,还会使制品成本增加。

内模芯的流道倾斜角度过大,影响产量,多放高压,倾斜角度小,产量高,节省高压。
影响高压使用数量的诸多因素
首先是要选择合理的吹胀比、适当的控制产量、控制生产局部环境温度、提升改造机器的冷却效率、修改配方设计难度等因素。
为了保证合理的吹胀比,就要有合理的模具设计和高精度加工,包括螺旋体的大小、流道的数量、流道的孔径、圆弧型拐角等。
适当的降低生产产量,也可以降低高压使用比例的方法。控制生产局部环境温度也非常重要,特别是厂房高处积累热气的排出。对机器冷却系统进行改造,提升冷却效率也是降低高压使用比例的手段。配方设计因素也很重要,尽量使用低融指线性也是降低高压的方法。
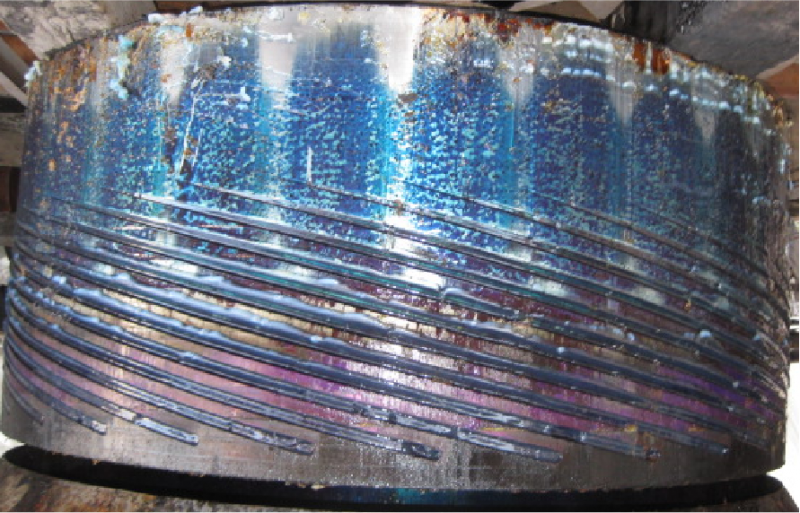
薄膜上有糊料主要有以下原因:
配方设计难度控制和操作工艺,薄膜生产工艺的制定与操作,设备流道设计不合理,设备维护保养不到位。

解决办法:一般企业会采用回制料开机,减少新料的浪费;但大量使用重复加工的材料,容易产生晶点、僵块和杂质,污染机器。部分企业采用清机料清理糊料,减少糊料产生的时间,提高成品率。但有些清机料价格很高,要求重复使用,如果不成型很难再重复使用。
拆开模具,清理流道,大多数企业清理工艺不专业,清理效果很难达标。模具返厂清理修复,有的修复尺寸修复镀层,还有就是清理流道后装配。
总之,这些方法都是可持续性差,费用高、效率低,要从预防为主,减少产生糊料入手,可参照以下几点建议。

配方设计难度控制和操作工艺。配方中含有大比例粘度值比较高的高分子材料,而没有采取措施。配方中有低分子物,需要采取保护措施。配方中含有无机物,除了分散均匀,还要考虑它的流动性能。与配方相对应的操作工艺容易被忽视。
要考虑加工助剂的加入量,工艺温度设定与控制和高压的使用。低温加工很重要,但需要高熔指材料的配合,才能低温加工。为了减少滞留和流动过慢,料的内润滑性也需要考虑。不同的配方就要采用不同工艺温度,需要解决升温容易降温难问题。





