


PP高透片材挤出生产线
2024-05-27 来源:唯塑传播
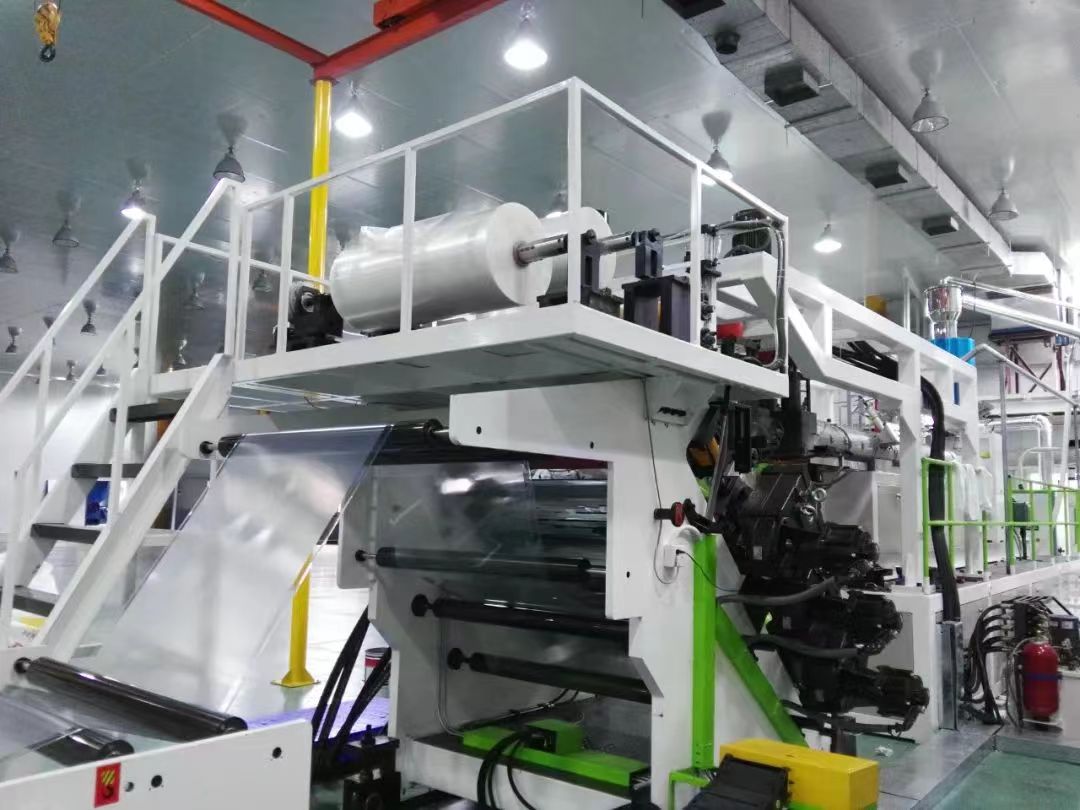
PP高透片材挤出生产线主要用于生产聚丙烯(Polypropylene,简称PP)高透明度片材。因其具有良好的透明度、耐化学性、韧性和可回收性等优点,广泛应用于食品包装、医疗用品包装、电子产品保护、印刷基材等领域。以下是该生产线的基本组成部分和工作流程概述:
1. 原料准备:首先,将干燥的PP树脂颗粒作为原料,这些原料需要经过严格的干燥处理,以去除水分,避免在加工过程中产生气泡,影响片材的透明度和质量。
2. 挤出机:混合好的物料通过上料系统送入到单螺杆或双螺杆挤出机中。挤出机通过加热和螺杆的剪切段、塑化段、输送段把颗粒料熔融成均匀的熔体。
3.过滤系统:为了保证片材的透明度和纯净度,熔体在挤出后会通过一个精密的过滤网,用于剔除可能存在的杂质,如未熔化的树脂颗粒或外来异物。
4.计量泵:过滤后的熔体进入计量泵,通过精确控制熔体的流量,和主机进行联动,能有效稳定的将熔融材料送入到片材成型模头,对片材厚薄度的调整起到关键性的作用。

5.模具和口模:熔融的PP物料从挤出机出来后,通过特殊设计的模具和口模,形成所需的厚度和平整度的片材形状,控制产品的宽度。对于高透片材而言,模具和口模的设计尤为关键,需确保物料流动均匀,无气泡产生,以达到高透明度的要求。
6.冷却定型系统:从模头出来的热熔体片材经过模具或者口模立即进入压光机进行快速冷却定型,调整片材的厚薄度和宽度。压光机控制辊筒温度为水塔通水冷却(或者冷水机),由于PP的收缩性比较大,所以在收卷之前要完全冷却好,消除内应力,才能使产品达到合格,不会因为收卷好后放一段时间出现收缩的现象。

7.牵引与切边装置:冷却定型后的片材通过切边装置,根据需要的尺寸,通过切边进行切割。对于片材所需的宽度进行调整,并裁切掉两边不合格的边。牵引装置和压光机是进行同步联动的,可以有效的控制片材的生产,控制其速度和张力,以维持片材的平整度和厚度均匀性。
8.卷取系统:最后,切割好的片材被卷绕到卷轴上,收卷轴通过伺服电机,恒张力控制,可以起到很好的卷材边整齐的控制,和内卷和外卷的收卷张力是一样的,不会出现卷材内紧外松的情况,以便于后续的包装、储存和运输。

9.如果做切片折合印刷包装的,后端还需加切片机。在生产过程中,还需增加覆膜装置,在切片之前片材上、下两面进行覆膜(膜可以手撕下来的),在运输的时候保护片材,不会对片材表面造成损伤。
整个生产过程中,温度控制、物料配比、冷却效率和机械精度都是影响PP高透片材质量的关键因素。此外,为满足不同应用需求,生产线还可能集成有添加剂喂料系统,用于添加抗静电剂、润滑剂或其他改性剂来改善片材性能。





