


如何使多余水分远离APET片材挤出生产?
关于纯粒料
通常,APET片材挤出生产所用的纯粒料是结晶PET,呈乳白色。对此,材料供应商们给出的干燥建议是:
➤ 干燥温度在300~350℉(148.9~176.7℃)范围内;
➤ 干燥时间为4~8小时;
➤ 采用露点在-40~-20℉(-40~-28.9℃)之间的干燥空气;
➤ 最后残余含湿量为30~50ppm(0.003%~0.005%)。
关于废料的重新使用
然而,在APET片材的挤出过程中,乃至后续对APET片材热成型的过程中,会不可避免地产生废弃片料,对这些片料进行重新利用,通常会遇到如下问题:
➤ APET片料不规则的大小和较低的体积密度,极易造成输送系统的堵塞;
➤ 在干燥料斗中,与APET片料流动方向相反的干燥空气会对物料流动带来干扰;
➤ 采用APET片料造粒时会产生微粒。
对此,解决方法如下:
➤ 减小APET片料的尺寸以避免对吸料管的堵塞,削弱干燥空气对物料流动带来的干扰;
➤ 调节干燥空气体积,使其与干燥系统的出料量相匹配;
➤ 造粒机刀片的锋利度和间隙是微粒产生的关键因素,因此要保持刀刃锋利,并且转子刀片和固定刀片之间的间隙要尽可能的小。
另外需要补充的是:
APET的玻璃化转变温度大约从180℉(82.2℃)开始,具体温度取决于其组成。当加热到玻璃化转变温度时,APET开始软化、熔融并结块,这会导致物料在干燥料斗中停止流动,因此在高温干燥前,必须先使APET废弃片料结晶!
不结晶会怎样?
由于结晶APET片料所需的设备昂贵,还占用空间,因此一些人会尝试以低于APET玻璃化转变温度的条件进行干燥。但由此得到的材料,最终含湿量无法降至50ppm或更低的水平。这往往会使挤出的片材有一定程度的水解,性能也不尽如人意。因此,结晶非常必要!
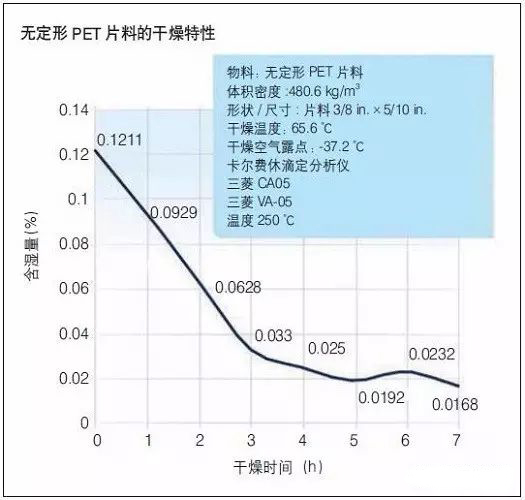
在150℉(65.5℃)条件下,APET片料的干燥曲线,其干燥结果并不理想
如何结晶?
➤ 需将APET片料加热至玻璃化转变温度以上;
➤ 结晶温度越高,无定形片料结晶越快;
➤ 在结晶片料时,必须加以搅拌来防止结块。
结晶后的APET片料,就能以高温进行干燥,从而使最终含湿量降至50ppm或更低水平。
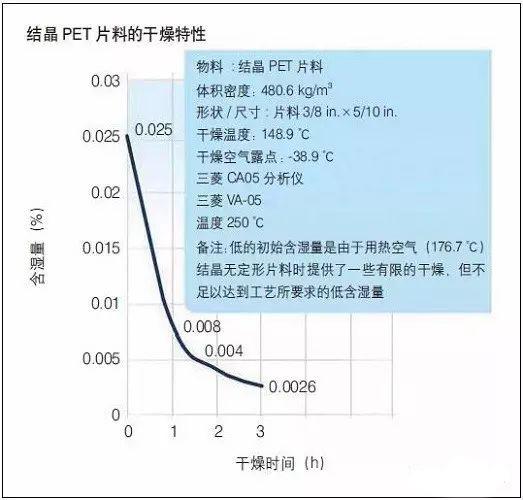
结晶后的PET片料在300℉(148.9℃)条件下的干燥曲线





